

建设工程教育网 > 专业资料 > 工艺工法 > 暖通空调 > 正文
2008-03-03 15:49 【大 中 小】【打印】【我要纠错】
炼钢厂0.106m3分气包的焊接工艺
【摘要】:炼钢厂0.106m3分气包,罐体为1Cr18Ni9Ti的不锈钢材料,压力为2.5Mpa,温度为60℃,采用钨极氩弧焊打底,手工电弧焊盖面的焊接工艺。
【前言】:氩弧焊打底结合手工焊封面,是一种质量可靠,经济实用的工艺。在压力容器和锅炉制作业获得广泛的应用。我公司首次采用此工艺,消化吸收别人的长处,通过实践,获得了较理想的效果。
一、 分气包概述及主要接头编号示意图见图一
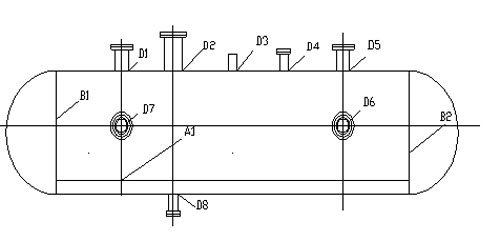
图一 分气包概述及主要接头编号
二、 焊接材料的选择
1、所选材料(焊缝、焊丝、钨极、氩气等)的质量必须符合国家标准。并具有相应的合格证。
2、焊条、焊丝的选择由于此分气包是在非高温和腐蚀的环境下工作,这里按焊丝成分尽量接近母材成分的原则选择焊丝材料,根据1Cr18Ni9Ti的不锈钢材料的成分,我们选择了E347-16焊条和H0Cr20Ni10Ti焊丝(见表一)
| 母材或焊材 | 规格 | 化学成分 | 备注 | |||||
| C | Mn | Si | Cr | Ni | Ti | |||
| 1Cr18Ni9Ti | δ=8mm | ≤0.12 | ≤0.2 | ≤1.0 | 17.0-19.0 | 8.0-11.0 | 5(C-0.02)-0.7 | - |
| E347-16 | Φ3.2 Φ4.0 |
≤0.08 | 0.5-2.5 | ≤0.90 | 18.0-21.0 | 9.0-11.0 | - | 手工焊 |
| H0Cr20Ni10Ti | Φ2.5 | 0.05 | 1.79 | 0.33 | 19.53 | 10.14 | 0.06 | 氩弧焊 |
表一 材料成分表
3、钨极氩弧焊所有的电极采用含氧铈2.0%的铈钨极或含1-2%氧化钍的土钨极均可,根据我公司的材料供应情况,我们采用了铈钨极。氩气纯度不低于99.99%.
三、焊接准备
1、根据焊接接头的不同选择坡口形式
(1)、对接接头:A1,B1-B2,考虑焊接方便,采用打底焊手工单面焊双面成形工艺,同时考虑填充金数量少,便于焊接操作,U型坡口的加工比V型坡口的加工难,采用角度为60度的V型坡口,坡口加工采用刨边机进行机加工,要求符合如图二所示:
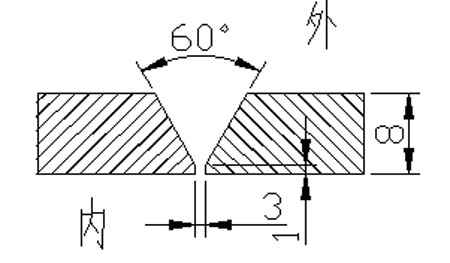
图二 V型坡口
(2)、角接头加对接接头:D1-D8,考虑焊接方便,填充金属量少,便于操作,采用打底焊单面焊双面成形工艺,采用坡口形式如图三,坡口用刨边机进行机加工。
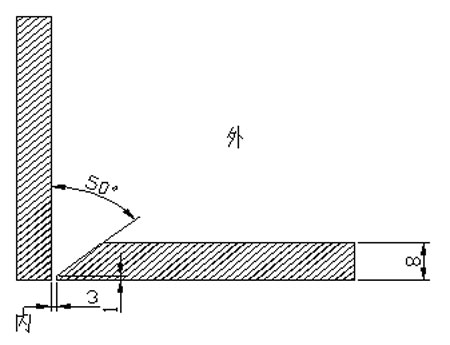
图三 角接头加对接接头坡口
2、焊条烘干为了排除药皮中的水分,防止焊缝中产生气孔,保证焊缝质量,一般采用先低温40℃,保温3个小时烘干,再高温烘焙,由于焊条选用E347-16,则选择烘焙温度为250℃,时间1小时,焊条烘干后应放在100-150℃的保温桶内,随用随取,焊条取出后在常温下超过4小时应重新烘干。
3、焊接环境当施焊环境出现下列一种情况时,应采取有效防护措施,否则不能焊接:
(1)、手工焊时风速大于10m/s(风速过大易引起熔滴飞溅,熔滴过渡受到影响),应采取防风措施;
(2)、氩弧焊时风速大于1m/s(氩气的保护性较差,容易产生气孔等缺陷),操作者应注意换气以免造成伤害;
(3)、相对湿度大于90%(湿度大,H20的含量过高,在焊接的高温情况下会发生H20=2[H]+[O]反应,产生H2气孔和CO气孔);
4、焊接方法和焊接设备的选择分气包的壁厚为8mm,为了保证焊透,需要采用热量较为集中的方法焊接。结合我公司的实际情况,采用氩弧焊打底,手工电弧焊盖面的方法。手弧焊设备选用WS7-400手工焊焊机,直流反接。
四、焊接操作
1、罐体的组对罐体焊接前,应将坡口及内壁两侧各20mm以内的油漆、铁锈等杂物清除干净。由于焊接表面上的氧化皮和铁锈对金属有氧化作用使焊缝中增氧,导致CO气孔的产生,并且降低焊缝的力学性能。
对接接头的错边量要求最大不能超过2mm.
2、定位焊点固焊时,应使用与产品焊接时相同牌号的焊接材料,并遵守相同的工艺条件。点焊焊缝有裂纹或者其他缺陷时,必须重新打磨焊接。
3、打底焊打底焊采用手工钨极氩弧焊,使用双面成形技术进行焊接,操作时采用两点送丝的方法,以达到单面焊双面成型的效果。钨极伸出长度相对喷嘴应尽可能短,电弧长度为1-3mm.其参数如下表二:
| 焊接方法 | 焊丝牌号 | 直径 (mm) |
电流极性 | 电流 | 电压 | 焊接层数 |
| 钨极氩弧焊 | H0Cr20Ni10Ti | 2.5 | 直流正接 | 70-90A | 23-24V | 第一层 |
表二 氩弧焊焊接参数
4、过渡层焊接手工氩弧焊打底完之后,由于焊缝表面处坡口夹角较小,为了便于清根和运条操作,过渡层焊接采用手工电弧焊,焊条选用Φ3.2,焊接层数为1层,同时采用小直径焊条小电流焊对焊缝组织结构形式有所改善。其参数如下表三:
| 焊接方法 | 焊条牌号 | 直径 (mm) |
电流极性 | 电流 | 电压 | 焊接层数 |
| 手工电弧焊 | E347-16 | 3.2 | 直流反接 | 90-110A | 24-25V | 第二层 |
表三 过渡层手工电弧焊焊接参数
(5)、盖面焊接通过打底焊和过渡层焊接后,上面的坡口较宽,为了提高焊接效率,采用直径Φ4.0的焊条进行焊接,其参数如下表四:
| 焊接方法 | 焊条牌号 | 直径 (mm) |
电流极性 | 电流 | 电压 | 焊接层数 |
| 手工电弧焊 | E347-16 | 4.0 | 直流反接 | 120-160A | 25-27V | 第三层 |
表四 盖面层手工电弧焊焊接参数
五、焊接检验焊接完成后,按照产权单位的要求进行超声波探伤,按规范GB4730-2005《压力容器无损探测》Ⅱ级要求98%以上均能达到要求。外观质量检查按照GBJ236-95标转要求。
【结论】:采用氩弧焊打底,手工焊盖面的工艺很好的解决了1Cr18Ni9Ti不锈钢材料的焊接,焊接接头经无损检测和外观检查合格率达98%以上,证明焊接相当成功。该工艺既能保证焊接质量,又经济可靠,操作灵活,可广泛的推广应用。
1、凡本网注明“来源:建设工程教育网”的所有作品,版权均属建设工程教育网所有,未经本网授权不得转载、链接、转贴或以其他方式使用;已经本网授权的,应在授权范围内使用,且必须注明“来源:建设工程教育网”。违反上述声明者,本网将追究其法律责任。
2、本网部分资料为网上搜集转载,均尽力标明作者和出处。对于本网刊载作品涉及版权等问题的,请作者与本网站联系,本网站核实确认后会尽快予以处理。
本网转载之作品,并不意味着认同该作品的观点或真实性。如其他媒体、网站或个人转载使用,请与著作权人联系,并自负法律责任。
3、本网站欢迎积极投稿。







