



 010-82326699
010-82326699
 扫码领取二建备考资料进入二建备考群
扫码领取二建备考资料进入二建备考群
二级建造师考试机电工程知识点:球形罐安装技术

二级建造师考试机电工程知识点:球形罐安装技术,2019年二级建造师考试备考开始了,为了帮助小伙伴们更好的备考2019年二级建造师考试,今天特此为大家整理了二级建造师考试机电工程知识点:球形罐安装技术,希望对各位有所帮助。
1H413043 球形罐安装技术
一、球形罐的构造及形式
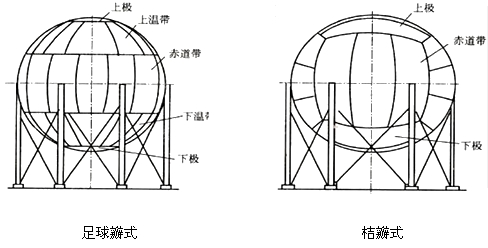
(二)球形罐的形式
球形罐按其本体壳板的分片结构形式可分为桔瓣式、足球式和混合式三种。
二、球壳和零部件的检查和验收
球壳和零部件的检查和验收工作包括对质量证明书等技术质量文件的检查、球壳板检验和支柱、零部件的检验,其中主要有:
(一)质量证明文件检查
1.球形罐质量证明书包括的内容:制造竣工图样;压力容器产品合格证;产品质量证明文件;特种设备制造监督检验证书。
(三)产品试板检查
1.外形尺寸和数量。制造单位提供每台球形罐6块焊接试板,其尺寸为600mm×180mm。
2.标识和材质证明书。试板材料与球罐材料应具有相同标准、相同牌号、相同厚度和相同热处理状态。试板的坡口形式与球壳板相同。
三、球形罐组装与焊接
球形罐的组装常用的方法有散装法(又称分片法)和分带组装法(又称环带法)。
(一)球形罐散装法
1.球形罐施工宜采用散装法。散装法是以单块球壳板(或几块球壳板)为最小组装单元的组装方法。组装采用工卡具调整球壳板组对间隙和错边量,不得进行强力组装。
(三)球形罐焊接
1.一般原则
(1)焊工资格、焊接工艺评定报告和焊接作业指导书要求符合焊接方法与焊接工艺评定要求。
(4)产品焊接试件应由焊接球形罐的焊工在球形罐焊接过程中,在与球形罐焊接相同的条件和相同的焊接工艺情况下焊接。每台球形储罐应按施焊位置做横焊、立焊和平焊加仰焊位置的产品焊接试件各一块。
2.焊接顺序
(1)焊接程序原则:先焊纵缝,后焊环缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡口深度小的一侧。
(2)焊条电弧焊时,焊工应对称分布、同步焊接,在同等时间内超前或滞后的长度不宜大于500mm。焊条电弧焊的第一层焊道应采用分段退焊法。多层多道焊时,每层焊道引弧点宜依次错开25~50mm。
四、球形罐焊后整体热处理
球形罐根据设计图样要求、盛装介质、厚度、使用材料等确定是否进行焊后整体热处理。球形罐焊后整体热处理应在压力试验前进行。
(一)整体热处理前的条件
1.已经批准的热处理施工方案。
2.整体热处理前,与球形罐受压件连接的焊接工作全部完成,各项无损检测工作全部完成并合格。
3.加热系统已调试合格。
4.工序交接验收前面工序已经完成,办理工序交接手续。
(二)热处理工艺实施
1.球形罐整体热处理方法:国内一般采用内燃法。
2.热处理工艺要求
(1)热处理过程应控制的参数:热处理温度、升降温速度和温差。
(3)球形罐柱脚处理及移动监测:热处理过程中应监测柱脚实际位移值及支柱垂直度,及时调整支柱使其处于垂直状态。热处理后应测量并调整支柱的垂直度和拉杆挠度。
(三)整体热处理后质量检验
球形罐焊后热处理完成后,作为焊后热处理的效果评定,主要包括热处理工艺报告和产品试板力学性能试验报告两个方面。
相关推荐:
【“爽”11瓜分11亿】双十一好课折上折! 双十一课程现金券免费送
2018年二级建造师考试成绩已经公布,新考季已经到来,二级建造师考试备考我们需要好好规划一下了。建设工程教育网为了考生准备了2019年二级建造师考试备考新课高端无忧班|零基础直达班|精品备考班,想要了解课程的考生可连线客服小姐姐



 53:51
53:51 62:37
62:37 46:34
46:34 62:53
62:53 50:51
50:51 59:19
59:19 31:28
31:28






 扫一扫下载建设
扫一扫下载建设 扫一扫立即关注
扫一扫立即关注