

���蹤�̽����� > רҵ���� > ���չ��� > ůͨ�յ� > ����
2010-08-18 16:36 ��Դ������ ���� �� С������ӡ������Ҫ������
����һ��ǰ��
�����ڻ�����װ��ҵ�豸��װ�����У�����������������������ʮ�ֵ�ɢװ�ͽӹ�¯�������¯һ������Ӵ��㲿���࣬ʩ������������װ���ڽϳ����Ͷ���������Խϵ͡�����ͨ������ʵ�����Ը����¯�İ�װ��ʩ����֯���������������������Լ�ʩ���������䱸�ȷ�������һЩ̽����ȡ����һЩ���顣
�����������������ֳ���װ�ġ���������4��20t/h��ɢװ��¯�����������ص��ǣ��ڹ�¯��װȫ�����У������Ƚ���ʩ����������ȡ��ѧ�Ĺ����취����װ����Ԥ�أ���߹����������������е��ʩ���̶ȣ������Ͷ�ǿ�ȣ���������ʺ;���Ч�档
������������ԭ�����ص�
������һ������ԭ��
����ɢװ�ͽӹ�¯��װ��Ҫ�����¼������裺
����1.��¯�ּܵİ�װ��
����2.��¯�����氲װ��
����3.¯�ܵ��ͽӣ�
����4.�������������İ�װ��
���������ϲ����У�¯���ͽ�������Ҫ�ģ�Ҳ�ǽ����׳�����Ĺ���������̨¯�İ�װ��������������á���ˣ���װ�����У��ڼ��ȫ���ͬʱ����¯���ͽ���Ϊ�������Ƶ��ص㣬���������ӡ�
�����ܵ�ԭ���ǣ����ý������Ա��κ͵��Ա��ε����ʣ����ͽӹ�ͷ���������ܿ��к����������ӹ��ڱ�ʩ�Ӿ������������ţ�ʹ��ͷ�������Ա��Ρ������⾶��ܿױ���ȫ�Ӻϣ���������ʼ�����ܿױ��ϣ�ʹ�ܿײ���һ���ĵ��Ա��Ρ����ܴﵽҪ���˳������Ժ��ʹ�Ĺ����⾶���Ѳ������Ա��Σ��������ֲ��䣬���ܿ�����ֻ�����˵��Ա��Σ���������ȥ����ͼ�ָ�ԭ״���䵯�������������ι������ﵽ�ͽ�Ŀ�ġ�
���������������ص�
����1.���ö��ƽ����ˮ����ҵ����������ʩ���ڡ�
����2.¯��У�Բ���У��ƽ̨����ʵ�ʳߴ���������У�ܾ�ȷ�̶ȣ���֤��¯��װ������
����3.¯���˻����“Ǧԡ��”�����ȵ�ż�������������Ⱦ��ȣ��¿�ȷ���˻������ߡ�
����4.��ͷ�������õ綯ĥ�ܻ���ĥ�����ȣ������ã�Ч�ʸߡ�
����5.�ͽӲ��õ綯�ܻ������Զ��������Զ����ơ�����������Ԥѡ�����ʽ���¯���ͽӡ���е���̶ȸߣ��ͽ��̶��������ա�
��������ʩ������
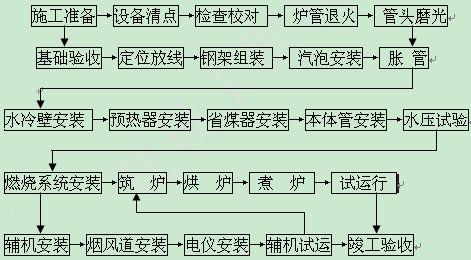
������һ����¯��װʩ����������ͼ��ͼһ��
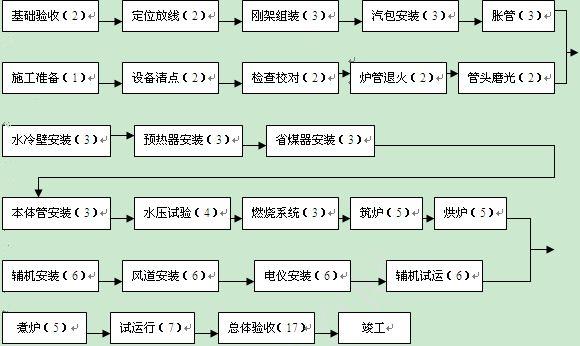
������������¯ʩ������ͼ��ͼ����
����������ʩ������Ҫ��
����1.��¯�ּܰ�װ
������1����¯�ּܲ����ֳ���ɢ��Եķ������а�װ����װǰ���ݻ���ͼ�ּ�ͼ��ȷ��λ���ߡ�
������2���ּ�Ӧ��װһ��������һ�����Ͻ���δ�����Ĺ����Ͻ�����һ����İ�װ����������������������Ļ�����
����ͼһ����¯��װʩ����������ͼ
����ͼ������¯ʩ������ƻ�
������3��Ϊ�˷�ֹ���ӱ��Σ����Ӿ��岿λ���öԳƺ��ӻ��ں��ڸ���������ŵȴ�ʩ��
����2.���ݰ�װ
������1���Ȱ�װ��֧����һ�����ݣ�һ��Ϊ�����ݣ������������������ʱ�̶�����ֹ���Ժ�İ�װ��������λ��
������2����һ�����ݣ���֧�������ݣ������ڿɵ��ڵ���ʱ֧���ϣ���������Ϊ���������������
������3�������ݺ᷽���ˮƽ�����ϵ�ˮƽ�з��ߣ�һ�����쳧Ӧ����������������ǣ��ֳ����飩Ϊ�����ò�����ˮƽ�ǽ�����ƽ�������ݵ��ݺ�����λ�ô��������������µ����߽��м�顣
����3.��������ӵİ�װ
������1�����ӵļ���У��
����������У��ƽ̨�Ͻ��м���У����У��ƽ̨��Ӧ�ų���ܴ�������¯��������м�顣���г�������Ӧ����У����
������2�����Ӽ����ϣ�Ӧ���б�š����Ӧ��Ŀ�Ҿ��з����ԡ����ڰ�װ�����У������ڸ������
������3���ܶ��˻���Ǧԡ�����ͽӹܹܶ˽����˻��˻Ȳ�С��100�L���˻��¶�Ϊ600��650��C������12��15���ӣ�Ȼ�����ʯ���л��������¡�Ӳ�ȳ��HB≤170��
������4����ͷĥ�⡣�õ綯ĥ�ܻ��Թ�ͷ����ĥ�����
������5�����͡��ú���ʽ�ͽ���ͬ���ͬ���ʣ�ͬӲ�ȵĹܺͰ壨�ɹ�¯�������������ͣ�ͨ�����ͣ�ȷ�����������ʡ�
������6���ܡ����ͻ��ţ�Ȼ����÷�����ʽ˳�������������ҵ����ʱӦ��־�����飬��ֹ���ֽ϶�ϸ��Ϳڡ�
������7��¯�ܵĺ��ӡ��Խӿڲ���벻������Ǻ�������ֹ��绡����
����5��ʩ����������
������1����ʱ�����¶Ȳ�Ӧ����0°C��
������2������ʱ�����¶Ȳ�Ӧ����0°C�����ʪ����90�����£���
������3��ʩ������Ӧ���ܷ硢�ꡢѩ�Լ��϶�ҳ�����Ϯ��
�����ġ������豸
������¯��װ��Ҫ�����豸����һ��
������һҪʩ������һ����
| ��š� | ���ơ� | ����ͺš� | ��λ�� | ������ | ��ע�� |
| 1�� | �������� | 16t�� | ̨�� | 1�� | ���� |
| 2�� | �������� | 18t�� | ̨�� | 1�� | ���� |
| 3�� | �纸���� | ֱ��AX-320�� | ̨�� | 4�� | ���� |
| 4�� | 벻������� | NSA4-300�� | ̨�� | 2�� | ���� |
| 5�� | �������ߡ� | ���� | �ס� | 2�� | ���� |
| 6�� | �綯�ܻ��� | P3Z1-51�� | ̨�� | 2�� | ���Կ��ǡ� |
| 7�� | �綯ĥ�ܻ��� | ¢51~70�� | ̨�� | 2�� | ���� |
| 8�� | �綯��ѹ�á� | SY-600�� | ̨�� | 1�� | ���� |
| 9�� | �ֶ���ѹ�á� | 6.4MPa�� | ̨�� | 2�� | ���� |
| 10�� | ����ʽӲ�ȼơ� | HB±0 5�� | ̨�� | 1�� | ���� |
| 11�� | ������� | 5t���١� | ̨�� | 3�� | ���� |
| 12�� | �ֹ�ʽ���ˡ� | 10t�� | ���� | 1�� | ���� |
| 13�� | ɰ�����ֻ��� | ¢400�� | ̨�� | 1�� | ���� |
| 14�� | �ְ�ɰ�ֻ��� | ¢150�� | ̨�� | 4�� | ���� |
| 15�� | ����ɰ�ֻ��� | ¢100�� | ̨�� | 4�� | ���� |
| 16�� | �еƱ�ѹ���� | 220/12v�� | ̨�� | 1�� | ���� |
| 17�� | ����̽���ǡ� | RFZ505�� | ̨�� | 1�� | ���� |
| 18�� | ͨ����� | ����ʽ�� | ̨�� | 4�� | ���� |
| 19�� | ��ѹ���� | 2V-6/8�� | ̨�� | 1�� | ���� |
| 20�� | ɰ��������� | 375L�� | ̨�� | 1�� | ���� |
| 21�� | Һѹ��ܻ��� | G ½~3?�� | ̨�� | 2�� | ���� |
�����塢����������������
������һ��������
����1�����ϡ�������¯��ȫ��������̡���ԭ���˲�1987�棩���й�Ҫ��
����2���ﵽ����е�豸��װ����ʩ���������淶TJ231-78�������ָ�ꣻ
����3�����Ϲ�¯���쳧�������Ҫ��
�����������������ƴ�ʩ
����1���ϸ��չ�˾��¯������֤��ϵ����ͼ����Ҫʾ���й�����
����2����ʵץ��������֤�Ļ��������豸��������ֱ���������գ�ÿ��ʩ����
�����ھ��м��飬�м�¼������“�ϵ����ϸ�������µ�����ʩ��”��
����3��ʵ������Ԥ���ƣ�����¯��װȫ���̷ֽ�Ϊ���ɹ���ÿһ�������
�����йع淶������Ҫ���ƶ�����������ʩ����Ա�ϸ��մ˱�ִ�У����ó��ꡣ
������¯���ͽ�������Ԥ����Ϊ��Ҫ��ͨ�������������ַ�����
������1���綯�ܣ��Զ������ǿ������ʡ��÷������ص��ǣ�ʹ�ô��Կ��ǵĵ綯�ܻ���ͨ�����ͣ�ȷ��һ����������H����Ӧ��Hֵ������һ�����ͽ�Ť�غ�һ���ĵ��������Ƹõ��������ɴﵽ�������ʵ�Ŀ�ġ����������ǣ�������ʱѡ���ĵ�������Ϊ�綯�ܻ��Կ����趨ֵ����ʱ�����ﵽ�õ��������ﵽ��Ԥѡ���ͽ�ֵ���ܻ��Զ��˳���
������2���ٷֱ����ƹ��⾶�ܷ����÷����ص��ǣ���ʱ�ô��ٷֱ���ר�����߲���¯���⾶�����ﵽԤ������ֵʱ����ֹͣ�ܡ�ʹ�ø÷��������������ͽ������ȶ����ܿɿ���ʵ������ơ�
����4������“��������������”����ʩ��������ʩ�������ҹ������ֽ⣬��ʵ���ˣ�ʹÿ��ʩ���߶��������е���ʩ����Ŀ����Ҫ����������������Դ˳е����Ρ�
����5�������ճ������“����”��“ͣ�㹲��”��ȫ���̵��������ơ�
���������Ͷ���֯
��������̨SHL-10-1.27A��¯��װΪ����ʩ������Ϊ90�죬ʩ����Ա��������������
����������¯��װ��Ա����λ
| ��š� | ���֡� | ������ | ��λ�� |
| 1�� | ǯ���� | 8�� | ���弰������װ���ܡ� |
| 2�� | í���� | 4�� | �ּܡ��̷����ú����װ�� |
| 3�� | ���ء� | 8�� | ���䡢��װ����̨��װ�� |
| 4�� | �纸�� | 4�� | �����ں��ӡ� |
| 5�� | ������ | 2�� | ��̨��װ�� |
| 6�� | �繤�� | 6�� | ������װ�� |
| 7�� | �DZ����� | 4�� | �Կذ�װ�� |
| 8�� | �ܹ��� | 4�� | У�ܼ�����ܰ�װ�� |
| 9�� | ���� | 2�� | ���⡢������ |
| 10�� | ��¯���� | 12�� | ��¯�� |
| 11�� | ���¹��� | 4�� | ���¡� |
| 12�� | ����Ա�� | 5�� | ��רҵ���������� |
| ���� | �ϼơ� | 63�� | ���� |
������¯��װ��Ա���ֳ�ָ��ͳһ���䣬����ʩ��������Ҫ���Ը���ҵ����е��������������䣬����һ��ʩ����Ա����ִ�и�λ�����ƣ��ﵽ�乤������
�����Ͷ���Ѯƽ��ƻ�������һ��
�����ߡ���ȫ��ʩ
������¯��װ������һ�㰲ȫ�����ƶȣ��硶���ͻ���ʩ����ȫ��̡�����������װ���˰�ȫ������̡����⣬��Ӧ�����¼��������ȡ��ʩ��
����1.����������ʩ�����еƵ�ѹΪ12V����Ӧ��ͨ��װ�á�������Ӧ���˼��
����2.�����豸Ӧ�ӱ���װ�ã���ֹ�����¹ʡ�
����3.�����Ȼ�̼��ϴ��ͷ�ܿ�ʱ��Ӧͨ�����ã���ֹ�ж���
����4.��ͷ��ǦҺ�˻�ʱ��������ԱӦ���������ͱ����ߣ���ֹǦҺ�������ˡ�
����5.��¯��ѹ�Լ���¯����¯���������ڼ䣬�Ͻ���ѹ������������
�����ˡ����÷���
������һ��ʩ���ֶ����ϼ�����������װ��̨10������¯Ϊ������ͬ����
��������ʩ���ֶ�����һ����
| ��š� | ���ơ� | ���ʡ� | ��� | ��λ�� | ������ | ��ע�� |
| 1�� | �ְ塡 | A3F�� | δ=12�� | t�� | 18�� | ƽ̨��ת�� |
| 2�� | ���ָ֡� | A3F�� | ��16�� | t�� | 4.1�� | ƽ̨��ת�� |
| 3�� | �۸֡� | A3F�� | ��12�� | t�� | 0.48�� | ��ʱ֧�ܡ� |
| 4�� | �Ǹ֡� | A3F�� | L50×5�� | t�� | 0.188�� | ��ʱ֧�ܡ� |
| 5�� | ˮú���ܡ� | A3F�� | 1½?�� | t�� | 2.28�� | ���ּ���ת�� |
| 6�� | ��ֹܡ� | 20�� | ø237×7�� | t�� | 0.46�� | ���ˡ� |
| 7�� | ��ֹܡ� | 20�� | ø38×3�� | t�� | 0.05�� | ��ѹ�� |
| 8�� | �ֹܡ� | ��ͭ�� | ø10×1.5�� | m�� | 20�� | ��ѹ�� |
�������������IJ��ϼ����ģ�
�������IJ�������һ����
| ��š� | �� �ơ� | �� �ʡ� | �� �� | ��λ�� | ���� �� | �� ע�� |
| 1�� | �纸���� | T422�� | �� 3.2�� | kg�� | 185�� | ���� |
| 2�� | �纸���� | T422�� | ��2.5�� | kg�� | 25�� | ���� |
| 3�� | ��˿�� | H08A�� | ��2.0�� | kg�� | 10�� | ���� |
| 4�� | ��п��˿�� | A3�� | 8-12#�� | kg�� | 160�� | ���� |
| 5�� | ������˨�� | ���� | M16×250�� | �ס� | 18�� | ���� |
| 6�� | ú�͡� | ���� | 70#�� | kg�� | 30�� | ���� |
| 7�� | ���͡� | ���� | 10#�� | kg�� | 40�� | ���� |
| 8�� | ���͡� | �ƻ�֬�� | ���� | kg�� | 10�� | ���� |
| 9�� | ���Ȼ�̼�� | ���� | ���� | kg�� | 50�� | ���� |
| 10�� | ʯ���塡 | ���� | δ=2-3�� | kg�� | 10�� | ���� |
| 11�� | ﱵ��� | ���� | 12?�� | �ѡ� | 10�� | ���� |
| 12�� | ��ɰ���� | ���� | 0#�� | �š� | 40�� | ���� |
| 13�� | �־����� | ���� | ϸ���� | ���� | 50�� | ���� |
| 14�� | ɰ��Ƭ�� | ���� | ��400�� | Ƭ�� | 20�� | ���� |
| 15�� | ɰ��Ƭ�� | ���� | ��150�� | Ƭ�� | 50�� | ���� |
| 16�� | ɰ��Ƭ�� | ���� | ��100�� | Ƭ�� | 50�� | ���� |
| 17�� | �Ʋ��� | ���� | ���� | kg�� | 30�� | ���� |
| 18�� | �ײ��� | ���� | ���� | m�� | 4�� | ���� |
| 19�� | �ְ塡 | 3#�� | δ=2-16�� | t�� | 0.4�� | ���� |
| 20�� | ��̿�� | ���� | ���� | t�� | 0.8�� | ���� |
| 21�� | ľ�ġ� | ���� | ���� | kg�� | 300�� | ���� |
| 22�� | ��Ǧ�� | ���� | ���� | kg�� | 120�� | ֻ����ġ� |
| 23�� | ʯ���� | ���� | 4×40�� | kg�� | 12�� | ���� |
| 24�� | ʯ������ | ���� | ��10�� | kg�� | 20�� | ���� |
| 25�� | ��ʯ�� | ���� | ���� | kg�� | 320�� | ���� |
����������ʵ�ʳɱ���Ԥ��ɱ������Ƚϼ����塣
��������ʵ�ʳɱ���Ԥ��ɱ�������
| ��Ŀ�� | Ԥ��ɱ��� | ʵ�ʳɱ� �� | �ɱ����ͶԪ���� | ������%�� | ||
| ��¯���塡 | ������ | ��¯���塡 | ������ | |||
| ��е�ѡ� | 2904.14�� | 105.36�� | 2350.50�� | 69.00�� | 590.00�� | 19.60�� |
| ���Ϸѡ� | 7617.67�� | 643.28�� | 6262.82�� | 546.55�� | 1451.58�� | 17.57�� |
| �˹��ѡ� | 2423.03�� | 649.88�� | 2156.00�� | 552.40�� | 364.51�� | 11.86�� |
| �ϼơ� | 12944.84�� | 1398.53�� | 10769.32�� | 1167.95�� | 2406.09�� | 16.77�� |
����ע��
����1������װSHL-10-13��¯һ̨Ϊ��λ���з����Ƚϡ�
����2�������ö����ȫ��ͳһ��װ����Ԥ�㶨�������ֻ���˶���ֱ�ӷѣ�δ���������á�
�������ģ����Ϲ�����ʩ
����1.��λ���̱���ʩ��Ԥ�㣬ʩ��Ԥ���жԸ��ֲ�������������ϸ�涨������ָ���ڲ��������ϵ������Լ���档ʩ��Ԥ��ԭ���ϲ���ͻ��ʩ��ͼԤ�㣬����ͻ�ƣ�Ӧ�ҳ�ԭ�����Ծ�����
����2.�����ʵ���������ƶȡ���ʩ����ҵ���´�ʩ�������ͬʱ���·������ϵ�����ҵ���Դ�Ϊ���ݣ����ò��ϣ����ó��
����3.����ֳ�����ʩ�������ò��ϻ��չ�����
�����š�Ӧ��ʵ��
�����ù�����������˻�е��ʩ���̶ȣ������Ͷ�ǿ�ȣ�������һ�������Ч��;���Ч�棬�Կ������������йذ�װ�ӳ��ϲ����á������ڹ�Ӫ�����ų����ȹ���ʩ���У����ڲ����˸ù�������̨10��/ʱɢװ�ͽӹ�¯�İ�װ����Ϊ���ʹ��̣�������ǰ20�죬����Ч������Ч���Ϊ�������¹ʷ�����Ϊ�㡣�ܵ����ϼ��͵����Ͷ���첿�ŵĺ�����
����ͬʱ������Ҳ��ʶ���ù��������������֮������¯���ͽӹ��յĸĽ�����ߣ������������õ���Ч���ƣ��Բ�ͬ��ʽ�Ĺ�¯Ӧ���ݾ��������ȡ��Ϊ�����İ�װ���գ��Լ���װ�ֳ���רҵ�����ʩ��ʱ�����ӿ�ѧ�������Ͷ����ĵ����Э������������“�˾��������ᄀ����”��ʹ��������������Ч�棬��ȫ�����ȷ���ȡ�ý�һ������ߡ�
����С���Ƽ����Ҿ�װ��ůʩ������
����1��������ע������Դ�����蹤�̽���������������Ʒ����Ȩ�������蹤�̽��������У�δ��������Ȩ����ת�ء����ӡ�ת������������ʽʹ�ã��Ѿ�������Ȩ�ģ�Ӧ����Ȩ��Χ��ʹ�ã��ұ���ע������Դ�����蹤�̽���������Υ�����������ߣ����������䷨�����Ρ�
����2��������������Ϊ�����Ѽ�ת�أ��������������ߺͳ��������ڱ���������Ʒ�漰��Ȩ������ģ��������뱾��վ��ϵ������վ��ʵȷ�Ϻ�ᾡ�����Դ�����
��������ת��֮��Ʒ��������ζ����ͬ����Ʒ�Ĺ۵����ʵ�ԡ�������ý�塢��վ�����ת��ʹ�ã���������Ȩ����ϵ�����Ը��������Ρ�
����3������վ��ӭ����Ͷ�塣







